1.4 Detection of non-metallic inclusions Samples were taken from the fracture of the valve, and after inlaying, grinding and polishing, they were observed with an optical metallographic microscope. The morphology of the non-metallic inclusions is shown in Figure 4. According to GB/T10561-2005 "Determination of Non-metallic Inclusion in Steel--Standard Grading Diagram Microscopic Inspection Methods", the grade of inclusions is A0, B0, C0 and D0.5. It can be seen that the content of inclusion of the broken valve is not high, and there are only a very small amount of D-type inclusions, which have little effect on the performance of the valve.
Figure 4 The morphology of inclusions
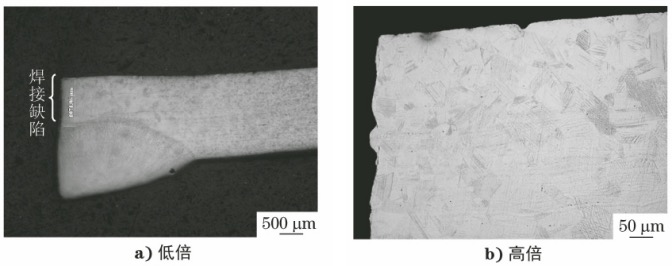
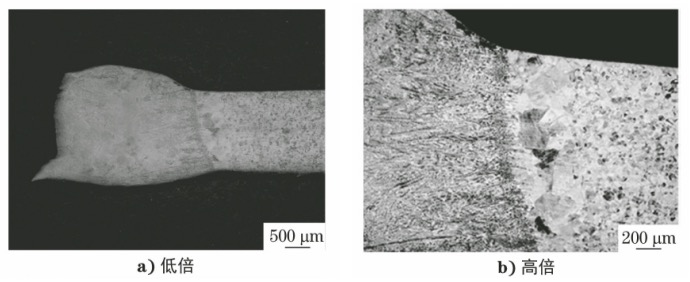
1.5 Metallographic inspection Samples were taken along the axial direction on the fracture of the valve. After inlaying, grinding and polishing, they were immersed with a mixed solution of HNO3 and HCl with a volume ratio of 1 to 1, and then observed with an optical microscope. The microstructure is shown in Figure 5. Figure 5a shows obvious welding microstructure, and the morphological characteristics of incomplete welding defects can be seen in most areas, that is, the base metal is not melted, and the welding seam metal does not enter the root of the joint. Among them, the welding seam zone is dendritic austenite, and the base metal zone is austenite equiaxed grains; the grains in the heat-affected zone are slightly larger than those far away from the welding seam zone. This is because the welding seam zone cools quickly, and the grains cannot grow in time. During welding, the temperature of the heat-affected zone is higher than that of the base metal, and the grains are easy to grow. Combined with the macroscopic and microscopic analysis results of the fracture, it can be judged that the upper part in Figure 5a is a defect caused by incomplete welding, that is, the C area corresponding to the fracture. Figure 5b is the high-magnification morphology of the defect. There are obvious slip lines in the austenite grains, and these slip lines indicate that the valve has been greatly deformed. Figure 6 shows the microstructure of the well-welded area on the fracture. The welding seam in the well-welded area is directly connected to the inner and outer surfaces. Figure 6b shows the microstructure near the welding seam. The microstructure of the welding seam zone is dendritic austenite, and the rest is equiaxed austenite with slip lines.
a) low magnification b) high magnification Figure 5 Microstructure of the not well-welded area
a) low magnification b) high magnification Figure 6 Microstructure of well-welded areas
According to the measurement, the average wall thickness of the valve is 2.90mm, and the thickness of the incomplete welding area exceeds 1 mm; the incomplete welded area exceeds 1/3 of the wall thickness. which does not meet the requirement of not well-welded depth of the welding seam when design strength and greatly reduces the strength of the valve.
1.6 Microhardness tests Three test points were randomly selected for the micro-Vickers hardness test at the base metal area near the fracture and far from the fracture. The measured microhardness near the fracture is 417, 412, 406HV0.3; the measured microhardness of the base metal area far from the fracture is 265, 263, 267HV0.3. This is because the area near the fracture is the welding seam area, and dendrites are formed during welding. The grain size is small, so the hardness near the fracture is higher than that of the base metal area far from the fracture.
2. The analysis and discussion From the above physical and chemical test results, the chemical composition of the fractured check valve meets the requirements of GB/T20878-2007 for the composition of 304 stainless steel; the level of non-metallic inclusions is not high, and the microhardness of the base metal and welding seam zone is within the normal range. The microstructure of the fracture and the base metal area away from the fracture is normal, all of which are austenite. Among them, there are obvious slip lines in the equiaxed grains, which proved the existence of the stress that deformed the material. The macroscopic and microscopic analysis of the fracture and the metallographic inspection results show that the C area on the fracture is an incomplete welding defect surface, and the fracture is a one-time overload fracture. According to the metallographic inspection results, there are incomplete welding defects in most areas of the entire welding seam, accounting for more than 1/3 of the wall thickness. Incomplete welding defects like cracks in structural parts, are prone to stress concentration and can reduce the strength of the material. The influence of incomplete welding defects on the pipeline bearing is mainly that the bearing net cross-sectional area of the pipeline is reduced. Therefore, when the pressure inside the valve is great, it will cause a one-time rupture of the check valve.
Siyuan Li and others mentioned that when the whole circle of the incomplete welding model fails, it is easy to blast into two sections at the ring seam, and brittle fracture occurs, which may also reduce the failure pressure; they proposed that the incomplete welding area should not be greater than 1/3 of the total area. Incomplete welding defects can be graded according to the partial thinning of the pipeline, and the part of the check valve is regarded as a pipeline; the wall thickness is 2.5 to 4.0 mm as mentioned in "Regulations for Periodic Inspection of Industrial Pipelines in Use or Trial", and the width of the incomplete welding defect is greater than 0.5 mm; the safety condition level is regarded as level 4. The wall thickness of the broken check valve is about 2.90mm, and the thickness of the incomplete welding is more than 1mm. Therefore, it can be judged that its safety status is level 4. Because the stress at the welding seam is released when the material breaks, macroscopic deformation for the check valve, and a large number of slip lines appear on the austenite grains.
3. Conclusions and recommendations The fracture position of the 304 stainless steel check valve is located at the welding seam, which is a one-time overload fracture. There is an incomplete welding defect at the welding seam due to an improper welding process, which reduces the strength of the check valve. Under the action of great medium stress, a one-time overload fracture occurs. It is recommended to optimize the welding process of the 304 stainless steel check valve and operate in strict accordance with the corresponding process parameters to ensure the welding quality and prevent the occurrence of incomplete welding defects.