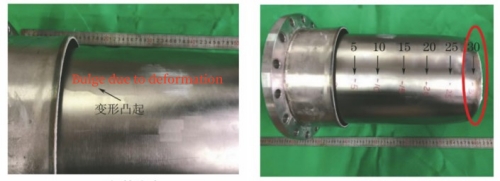
| Positions | A | B | C | D | E | F | Fracture parts |
| Outer diameters | 787 | 780 | 775 | 770 | 752 | 717 | 705 |
| Items | C | S | Cr | Ni | Mn | Si | P |
| Actual values | 0.03 | 0.003 | 18.19 | 8.22 | 1.16 | 0.45 | 0.030 |
| Standard values | Less than and equal to 0.08 | Less than and equal to 0.030 | 18.00 to 20.00 | 8.00 to 11.00 | Less than and equal to 2.00 | Less than and equal to 1.00 | Less than and equal to 0.045 |
